 |
||
咨询QQ: 杂志订阅 编辑 网管 培训班 市场部 发行部 杂志订阅 编辑 网管 培训班 市场部 发行部电话服务:  010-82024981 010-82024981 | ||
 |
||


一、前言
目前我国在数据中心等UPS系统大多采用VRLA蓄电池作为后备应急电源。VRLA蓄电池具有技术成熟、性价比高、使用维护方便、生产工艺成熟、可再生而且与环境友好等特点。汇流排作为VRLA蓄电池内部正极板或负极板并联的连接部件,其受腐蚀程度直接影响到蓄电池的性能稳定和使用寿命,在影响蓄电池稳定性和寿命的诸多因素中,负极汇流排腐蚀是最不可忽视的潜在隐患。负极汇流排腐蚀断裂或者腐蚀造成极板板耳与汇流排间全部脱落内部就会形成开路,从而使整个电池组断路,若市电停电,会导致备用电源和用户设备及系统的服务中断,特别是对数据中心等UPS备电使用场合影响巨大。
二、VRLA蓄电池汇流排结构
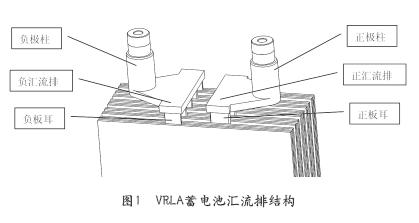
VRLA蓄电池汇流排是把多片正极板或负极板极耳熔接起来进行汇流,熔接后的集流体统称为汇流排,如图1VRLA蓄电池汇流排结构。汇流排是VRLA蓄电池的重要组成部分之一,材料主要是铅锡合金。汇流排的作用就是将正极或负极并联导出和下一个集流体相连,相当于蓄电池的内部导电部件。汇流排截面积与电流成正比关系,放电电流越大汇流排截面积越大,放电电流越小汇流排截面积越小。
三、VRLA蓄电池负极汇流排腐蚀现象
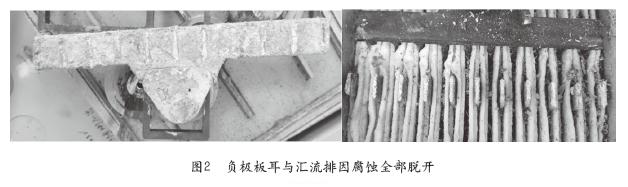
VRLA蓄电池负极汇流排因为不像富液式蓄电池般浸入硫酸电解液中,失去了阴极保护,且板耳与汇流排熔接处有微小缝隙,在蓄电池使用过程中腐蚀会侵入这些缝隙,腐蚀板耳与汇流排焊接处,时间久了,板耳焊接处就会被腐蚀脱开,蓄电池会因连接极板的数量减少而容量减少,若所有板耳全部从汇流排腐蚀脱开,则会形成开路。若在充放电过程中板耳从汇流排腐蚀脱开产生火花还会引爆电池。如图2负极板耳与汇流排因腐蚀全部脱开所示:
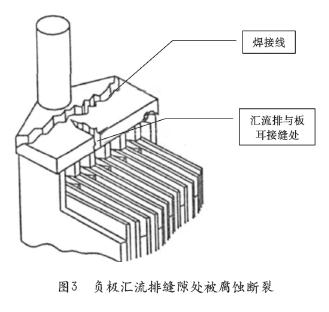
对手工烧焊汇流排的VRLA蓄电池,其汇流排有时会出现小裂纹和分层。腐蚀和断裂的路径几乎是一条沿着这些裂纹和分层的畅通的直线(图3负极汇流排缝隙处被腐蚀断裂)。经研究发现腐蚀过程是晶界或晶体之间的路径。手工焊接汇流排最长的晶体尺寸是垂直定向的,许多晶界几乎跨越汇流排的厚度。这种晶体取向提供了一条弯曲度小、抗体积膨胀和腐蚀产生的应力的路径。对从现场返回的电池进行目视观察表明,顶部汇流排表面首先受到攻击。该表面严重腐蚀(大部分分析为PbSO4)并开裂。随着时间的推移,断裂会通过汇流排的厚度传播,破坏极板和汇流排之间的连接。在大多数情况下,断裂发生在结构最弱的焊缝处。
四、VRLA蓄电池负极汇流排腐蚀机理
在富液式铅酸蓄电池中,由于阴极腐蚀保护,负极板栅及其所有连接部件在浮充期间不会受到腐蚀。负极的电位保持在Pb/PbSO4平衡以下(即在铅稳定的区域),无法形成Pb2+离子。
阴极腐蚀保护也适用于电解质表面上方的导电部件,除非它们与电解质表面的距离过大。有这种保护是因为电解质表面上方的导电部件表面有层电解液润湿膜,该润湿膜在这些元件表面爬行,并通过酸雾不断更新。因此,离子电导率足以保持该润湿膜的电势几乎均匀,并非常接近电解质的大部分电势。到达这些零件的氧气不会引起腐蚀,只能在导电部件表面产生以下反应,氧气被还原并与最初通过析氧在正极释放的H+离子复合。
O+4e-+4H+—>2HO(式1)
当然当电解液液面水平已很低很长一段时间,导致大多数导电部件远高于电解质表面,其表面不再保留有润湿层,负极汇流排等导电部件可能会失去阴极保护而被腐蚀。当导电部件的成分和结构不均匀时,局部电位差会加剧腐蚀。
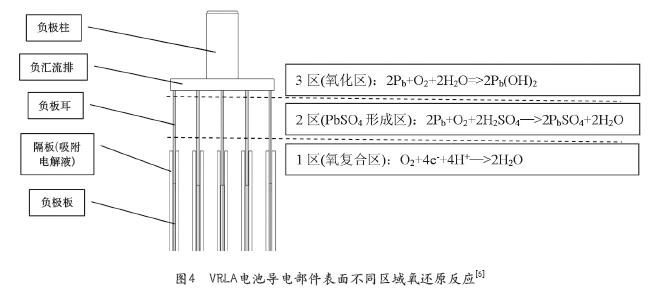
在VRLA蓄电池中,汇流排不能浸没在电解液中,电解液被完全吸附在AGM隔板中,几乎不存在更新湿润层的酸雾。因此,润湿膜的均匀性更容易受到氧还原的干扰。电解液上面的导电部件存在着三个区域,如图4所示。
湿铅零件处的连续氧气还原具有以下结果:
板耳和汇流排上的氧气还原会消耗H+离子,并沿润湿膜产生电流,从而沿润湿膜产生电压降,将膜上部的电位移到更负值。
金属零件的电势是均匀的,由于电位沿润湿膜移动,该膜与金属表面之间的电位随着与电解质表面的距离延长而增加。金属的电位越来越正,在一定距离处,达到甚至超过Pb/PbSO4平衡值(图4中的2区)。
因此,从图4VRLA电池导电部件表面不同区域氧还原反应[可以观察到三个不同的区域:
1区:1区有层硫酸润湿膜,金属相对于其电解质膜的电势低于Pb/PbSO4平衡电位。铅是稳定的,氧的还原通过与H+离子的复合而中和,根据:O2+4e-+4H+—>2H2O(式1);所需的H+离子通过正极的逆反应(制氧)产生,并通过扩散达到负极。
2区:当金属及其润湿层之间的电位差达到Pb/PbSO平衡电位或更正值时,形成Pb2+离子,氧还原由PbSO4平衡,形成依据:
氧还原O+4e-+4H+—>2HO(式1)
铅腐蚀2Pb+2HSO—>2PbSO+4H++4e-(式2)
总反应2Pb+O2+2H2SO4—>2PbSO4+2H2O(式3)
当板耳和汇流排润湿层中的酸被生成的水稀释时,情况会加剧。这种稀释降低了润湿层的电导率,并增加了沿该层的电压降。此外,腐蚀会使表面变得粗糙,从而再次增加电流和电压降。因此,腐蚀加剧了这一过程。
3区:3区以缺乏HSO-离子为特征。根据式3形成硫酸铅需要HSO-离子可用。因为3区HSO-离子被消耗,HSO-离子不再可用。因此,铅只能根据
氧还原O+4e-+4H+—>2HO(式1)
逆反应2Pb+2HO—>2Pb(OH)+4e-+4H+(式4)
总反应2Pb+O2+2H2O—>2Pb(OH)2(式5)
由于与酸性电解质相比,接近中性区域的蒸汽压更高,因此干燥会将Pb(OH)2转化为PbO,并最终停止进一步氧化。
腐蚀过程相当复杂,取决于包括润湿层内的离子传输速率等许多参数。因此,三个区域的位置和大小差异很大,腐蚀通常发生在狭窄范围内。
巴甫洛夫及其同事在铅/锡和铅/锡/硒合金的部分浸入电极上测量了润湿膜和金属表面之间的电压降,并观察到在电解质水平以上2至4厘米处达到临界电位。他们还显示了添加硒的复杂影响。这种复杂的影响有时是由底层材料的结构引起的,例如,结构不均匀的焊接区域受到威胁,并且在板耳/汇流排烧焊区域经常观察到所述腐蚀。导电部件中的锑含量促进了这种腐蚀,因为锑增强了氧还原。因此,VRLA蓄电池汇流排及极柱等导电部件应采用无锑合金主要是铅/锡合金及适当的焊接技术相结合。
这种腐蚀机制主要是在电池连续充电(浮充)的情况下观察到的,因为会不断发生氧还原。当电池循环或长时间处于开路状态时,可能会减少,但也存在潜在危险。
五、VRLA蓄电池负极汇流排腐蚀的改善措施
了解VRLA蓄电池汇流排腐蚀机理,为减少负极汇流排在使用过程中的腐蚀,通常有以下几种改善措施:
1)用湿润的隔板包裹负极汇流排
通过用电解液润湿汇流排来提供汇流排的阴极保护。润湿作用是通过将AGM隔板包裹在汇流排周围,使其与汇流排顶面接触来实现的。包裹端与隔板接触,以使其保持湿润状态。在蓄电池的正常电解液加注过程中,包裹隔板被弄湿。弄湿汇流排的酸增加其阴极保护,并降低顶部表面的氧复合速率。
2)改进手工烧焊
手工烧焊的汇流排含有各种类型的空隙,这一缺陷可能导致汇流排提早失效。应提高焊接工操作手法,减少焊接分层及缝隙;寻找合适的火源,减少焊接过程中熔融焊料的氧化,采用合适的机械方法去除板耳表面氧化物,使焊接更可靠,汇流排中的任何氧化物、夹杂物都会加速汇流排腐蚀断裂。
3)采用铸焊代替手工焊接
采用铸焊的汇流排其具有随机晶体取向,最长晶体尺寸通常平行于汇流排厚度。晶体的重叠或层叠导致晶界路径曲折。这种晶体取向将为沿晶界的腐蚀发展提供最大阻力路径。在铸焊中,手工烧焊汇流排中观察到的垂直腐蚀不存在。相反,这些铸件表现出剥落或腐蚀产物剥落。虽然腐蚀仍沿晶界进行,但铅表层的剥落导致应力消除,并且没有加速断裂扩展。剥落是平行于汇流排厚度作用的应力腐蚀力的结果,而手工烧焊汇流排因力垂直而发生断裂。
以上几项措施单独或结合使用能够有效改善负极汇流排的腐蚀,但是不能从根本上杜绝。汇流排包裹隔板时间久了隔板干涸或者隔板未能有效包裹都可能导致失去阴极保护而使汇流排腐蚀;手工烧焊取决于操作工的技能,无法保证所有操作工都能焊接的十分完美;铸焊采用机器自动化操作相对稳定,但前提是需要把板耳上的氧化物处理干净,并调整好铸焊参数,保证板耳与汇流排可靠熔融在一起,否则易出现批量性质量事故。
4)汇流排完全密封
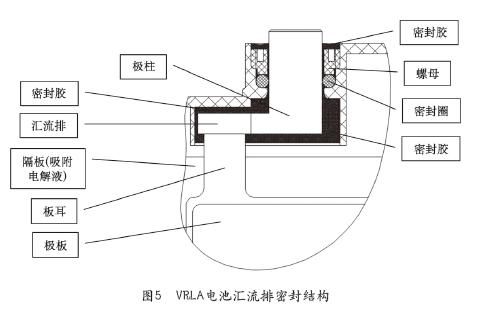
为从根本上解决汇流排腐蚀问题,我们通过改进VRLA蓄电池的电池盖结构,将汇流排与铅零件及板耳焊接处用环氧树脂或其它密封胶完全密封,这样极群上部的汇流排及铅零件等导电部件就与电池内部的电解液及氧气完全隔离,电池在使用过程中汇流排及铅零件等导电部件就不会被腐蚀,彻底解决了蓄电池使用期间汇流排腐蚀问题。具体结构如下图四:
通过图5VRLA电池汇流排密封结构可以看出,用密封胶将负极汇流排、部分板耳及极柱等导电部件密封,即将3区与酸和氧气完全隔离,彻底解决3区的腐蚀问题;通过将隔板延长到汇流排底部,使板耳表面均匀覆盖一层润湿层,这样密封结构底部区域就变成了1区,铅呈稳定状态不会被腐蚀。
六、结语
本文阐述了VRLA蓄电池负极汇流排结构、腐蚀现象和腐蚀机理,提出可以通过隔板包裹润湿负极汇流排、改善手工焊接方法或用铸焊代替手工焊接来延缓负极汇流排的腐蚀。为了确保汇流排的使用寿命,本文提出一种将汇流排用密封胶完全密封的方法来防止汇流排腐蚀。
参考文献
[1]周志敏等阀控式密封铅酸蓄电池实用技术[M],北京:中国电力出版社,2004.10
[2]朱松然,铅蓄电池手册[M],北京:机械工业出版社,1993.2
[3]陈红雨等先进铅酸蓄电池制造工艺[M],北京:化学工业出版社,2010.1
[4]F.J.VaccaroJ.Rhoades,R.Malley,B.Le,andK.Marion,IEEE1995,p.70
[5]D.Berndt,SthERABatteryConferenceandExhibition,Solihull,WestMidlands.UK.1994,Paper2.3.1
[6]D.Pavlov,M.Dimitrov,G.Petkova,H.Giess,andC.Gnehm,J.Electrochcm.Soc.,142(1995),p.2919
[7]G.BaudoandG.B.Cecchinato,Proc.11thIntelecMeeting,Florence,IEEEComm.Soc.1989,Paper12.3
[8]S.Warrell,J.PowerSources,31(1990),p.36
[9]R.D.Prengaman,BatteriesInternational,Issue13,October1992,p.24
[10]R.D.Prengaman,Proc.4thIntern.LeadAcidBatterySeminar,SanFrancisco,ILZRO,1990,p.19
[11]R.D.Prengaman,citedinBatteriesInternational,IssueJuly1990,p.67
作者简介
陈苏祥,卧龙电气集团浙江灯塔电源有限公司总工程师,高级工程师,毕业于天津大学电化学专业,1996年开始从事铅酸蓄电池技术研究与产品开发,具有20余年铅酸蓄电池行业工作经验。

编辑:Harris

