 |
||
咨询QQ: 杂志订阅 编辑 网管 培训班 市场部 发行部 杂志订阅 编辑 网管 培训班 市场部 发行部电话服务:  010-82024981 010-82024981 | ||
 |
||


钛酸锂电池具有体积小、重量轻、能量密度高、密封性能好、无泄露、无记忆效应、自放电率低、充放电迅速、循环寿命超长、工作环境温度范围宽、安全稳定绿色环保等特点,所以在通信电源领域具有非常广泛的应用前景。
1 钛酸锂电池的基本结构
钛酸锂电池由正、负极板(正极活性物质为三元锂,负极为钛酸锂)、隔膜、电解质、极耳、不锈钢(铝合金)外壳等组成。正负极板是电化学反应的区域,隔膜、电解质提供Li+的传输通道,极耳起到引导电流的作用。
三元锂正极和钛酸锂负极与导电剂、粘结剂以一定的比例混合,涂覆在铝箔上构成,正负极之间用聚乙烯隔膜(或者是聚丙烯和聚乙烯复合隔膜)隔开,防止电池短路。隔膜是一种多孔结构的薄膜,充放电过程中Li+可以通过其孔隙,而电子e-不能通过。电池的电解液是六氟磷酸锂有机溶液。
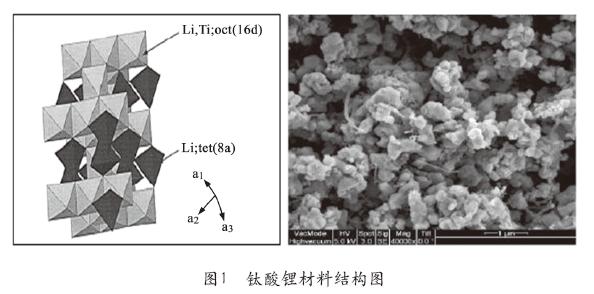
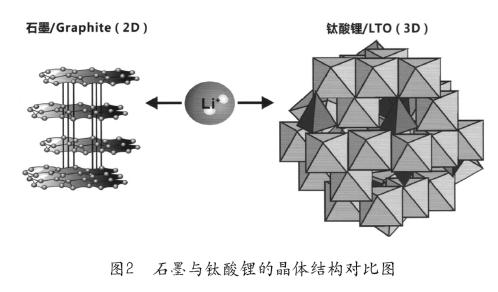
钛酸锂材料具有三维扩散通道,在Li+脱嵌过程中,其晶格体积基本不发生形变,其结构为Li+提供了足够畅通和快速的迁移,钛酸锂材料具有三维扩散通道,不存在因形变带来的应力应变和结构塌陷,从而使钛酸锂材料具有更长的循环寿命。从化学反应特性来看,钛酸锂能够在大倍率下进行快速脱嵌锂过程(既能快充也能快放)。图1为钛酸锂材料结构图。图2为石墨与钛酸锂的晶体结构对比图。
2 钛酸锂电池的工作原理
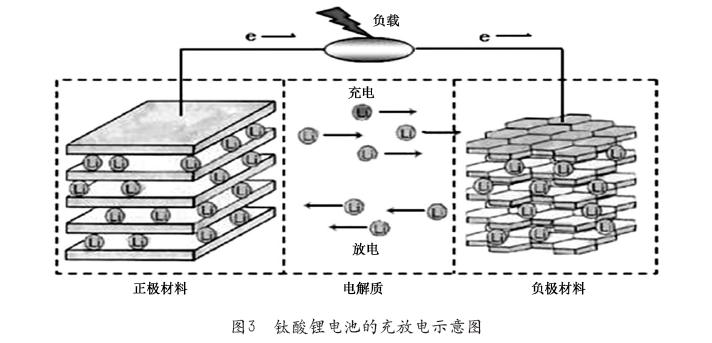
电池充电时,Li+从三元锂材料中迁移到晶体表面,从正极板材料中脱出,在电场力的作用下,进入电解液,穿过隔膜,再经电解液迁移到负极钛酸锂晶体的表面,然后嵌入负极钛酸锂尖晶石结构材料中。与此同时,电子流通过正极的铝箔,经极耳、电池极柱、负载、负极极柱、负极耳流向负极的铝箔电极,再经导电体流到钛酸锂负极,使电荷达至平衡。
电池放电时,Li+从钛酸锂尖晶石结构材料中脱嵌,进入电解液,穿过隔膜,再经电解质迁移到三元锂晶体的表面,然后重新嵌入到三元锂材料中。与此同时,电子经导电体流向负极的铝箔电极,经极耳、电池负极柱、负载、正极极柱、正极极耳流向电池正极的铝箔电极,然后再经导电体流到三元锂正极,使电荷达至平衡。
由此可见,钛酸锂电池基本原理,就是在充、放电的过程中,对应的锂离子在正负极之间来回的嵌脱,完成电池的充放电和向负载的供电。钛酸锂电池的充放电示意图如图3所示。
电池充电时,正极失去电子,锂离子脱出,嵌入到负极中;负极嵌入锂离子的同时得到电子成为富锂态。放电时的过程正好相反。在Li+嵌入或脱嵌的反应过程中,钛酸锂(Li4Ti5O12)是一种理想的嵌入型电极材料,Li+插入和脱嵌对材料结构几乎没有影响,因此被称作“零应变”材料,从而保证了其良好的循环性能。
钛酸锂存在两种不同相的分子结构——Li7Ti5O12与Li4Ti5O12。产生Li7Ti5O12的晶体结构与Li4Ti5O12的晶体结构均为尖晶石结构,且晶格常数变化很小,同时体积变化也很小。能够避免充放电循环中电极材料的来回伸缩而导致结构的破坏,从而提高电极的循环性能和使用寿命,减少了随循环次数的增加而带来容量的衰减,使钛酸锂具有优良的循环性能。
钛酸锂电池的电化学反应方程式:
正极反应:LiNi1/3Mn1/3Co1/3O2→Li1-xNi1/3Mn1/3Co1/3O2+xLi++xe-
负极反应:Li4Ti5O2+xLi++xe-→Li4+xTi5O12
总化学反应方程式:–––
LiNi1/3Mn1/3Co1/3O2+Li4Ti5O12→Li1-xNi1/3Mn1/3Co1/3O2+Li4+xTi5O12
3 钛酸锂电池组在基站的工作方式
由于钛酸锂电池的电解液是有机液体,再加上锂金属是一种非常活泼的元素,所以该电池必须密封,电池在正常的充放电条件下是几乎不产生气体的。即使电池长期处于间歇充电状态下,电池内部也不会产生较高压力,电池安全可靠。另外,通信基站电源对电池组的供电方式是浮充加均充稳压限流工作模式,对于电池组间歇充电而言,调整浮充和均充电压,都设定为53.9V,对钛酸锂电池组进行充电,这个电压对电池极板和电解液都是比较稳定的,电池容量变化极小,不同的浮充电压值对电池的容量影响不明显,电池可以长期处于间歇式充、放电状态,所以钛酸锂电池组用于通信基站是非常适合的。图4为间歇式充放电原理图。
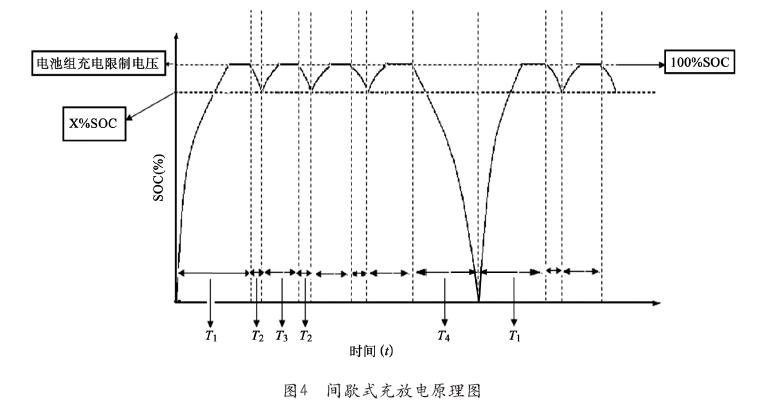
T1和T3为充电过程;T1为恒流-恒压充电阶段;T3为间歇式补充电阶段;T2为电池组开路静置阶段;T4为电池组放电过程。
4 圆柱型钛酸锂电池的工艺特点
(1) 全极耳卷绕式金属外壳独特结构
电池采用圆柱形不锈钢壳激光封口,结构具备不漏液、不气胀、抗震耐碰、环境适应性强,具有在高热、高寒、高湿环境下应用的优势。
内部极耳采用横向引流技术,可现实正负极片多极耳引出,解决了圆柱型电池不能多极耳引流的难题,降低了电池充放电过程中极化内阻,使电池具备高功率充放电性能。
正负极耳在电池两端引出,有利于电池充放时热量的发散,避免热量只在一端聚集的情况。
电芯极卷采用全自动卷绕方式,极片在卷绕过程中,通过精确的张力控制系统,使极片之间的间隙极小。每圈电池均有极耳引出,有效降低电池的内阻,改善电池的大电流放电性能,并提高电池均一性。
(2) 单体容量设计
卷绕式圆柱钛酸锂电池实现了从低容量电池到高容量电池的飞跃,解决了高容量电池产业化生产过程中的关键技术问题及应用难题,用单体大容量动力锂电池作为动力模块替代成百上千个小容量电池的串并联,从而降低了电池组装的安全隐患,提高电池的一致性。
卷绕式圆柱钛酸锂电池能够适应的温度范围为-40~60℃。采用合理的电解液配方,使电解液有比较宽的电化学工作窗口,特别是在高电压以及高低温时,仍有比较高的耐受性,电解液不易分解。电解液的耐高压性以及较高的锂离子浓度,提高了锂离子在电极表面的扩散速度。同时电解液中含有的高介电常数溶剂,减少了锂离子的溶剂化,减小了电解液在低温环境下的运动阻力,提高了电池的低温性能及倍率性能。
卷绕式电池能实现连续化生产,减少生产工序,大幅度提高生产效率,降低电池的制造成本;与此同时,在制造成本相同的情况下,规模化生产高容量电池,实现核算单位制造成本的降低。
卷绕式电池由正极材料(包括金属箔材)、负极材料(包括金属箔材)、隔膜、电解液、外壳及组装配件五大部分组成。在不改变外壳及组装配件的前提下,采用常规物料,进行合理的电池设计,在提升电池能量密度的同时,能大幅度降低每安时的物料成本。
全自动封闭上料工艺有效控制原料纯度,隔离杂质干扰;全程电脑自控上料,使投放更精准稳定;混料设备按制药级别配置,分散粉料标准高。
涂布采用β射线自动测厚技术,输出极片涂层厚度更稳定可靠;烘干过程分段温度控制,使极片成品率更高。
辊压环节辊压动作应用热压工艺,使涂层均匀度、附着力远高于冷压工艺。
卷绕环节使用国内外著名厂家的全自动化连续卷绕机,使产品卷芯质量更稳定。
端盖焊接采用激光焊接设备,在高精度作业过程中,可进行显微镜可视检测,实现生产、质检同步。
化成分容环节为保证测量数据精准性,化成分容均实现恒温控制,采用高精度分选化成容量设备,用动态电压曲线拟合的方法,通过智能软件控制系统自动分选。确保电池经过筛选后电池的准确性,提高电池配组的一致性。
图5给出了圆柱型钛酸锂电池的结构图和实物照片。
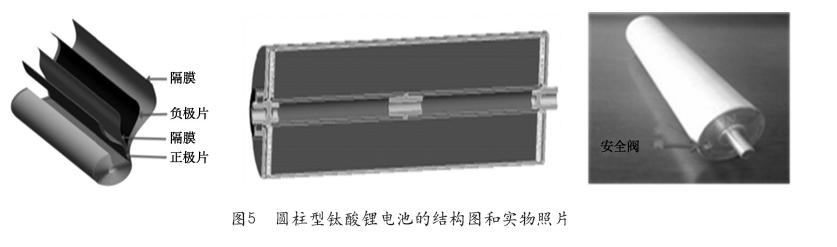
图6和图7以66260圆柱型钛酸锂电池为例,分别给出了电池充、放电倍率曲线图。
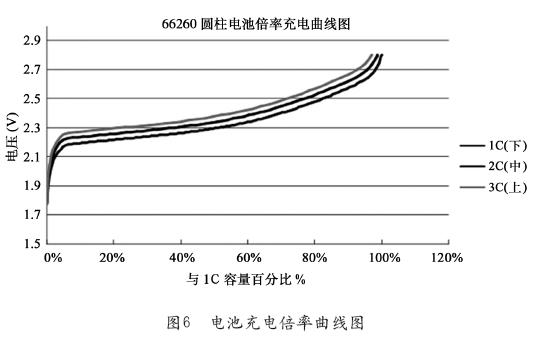
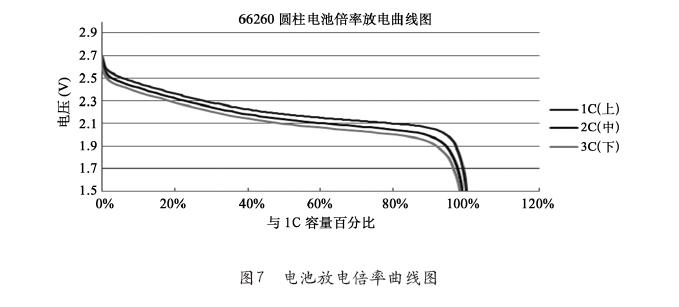
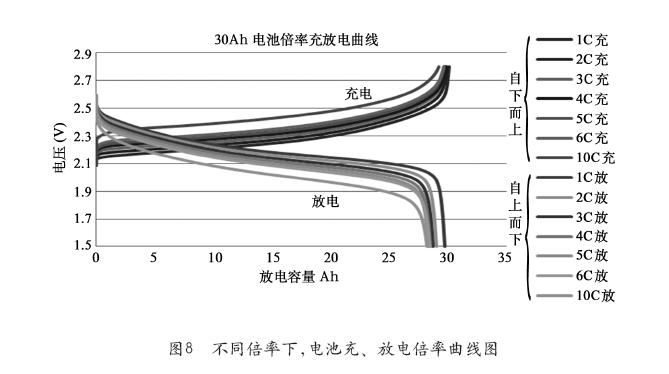
图8是30Ah电池在不同倍率下的充、放电倍率曲线图。具体数据见表1和表2。


编辑:Harris

